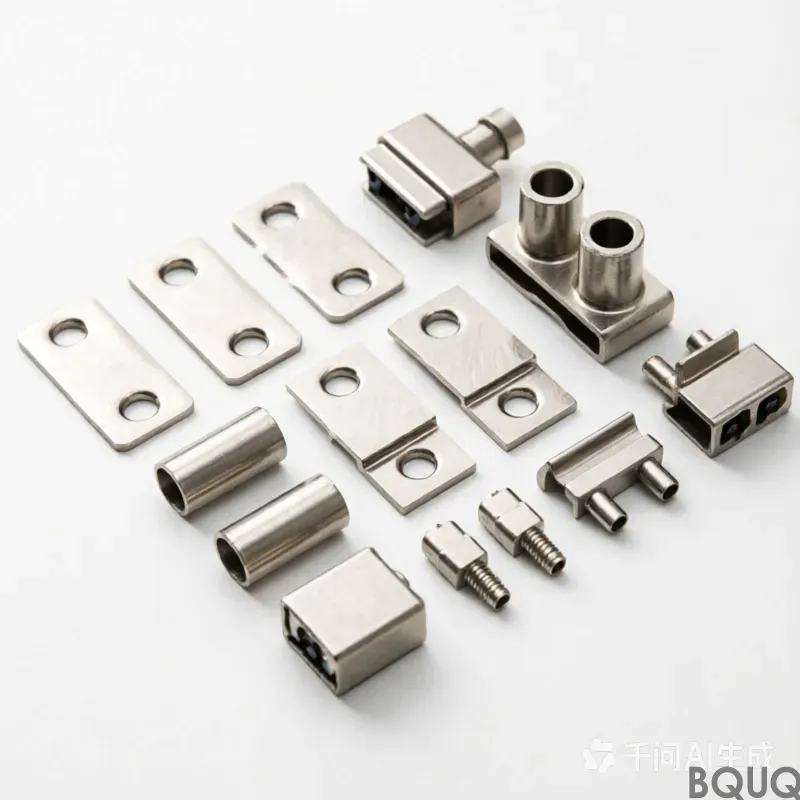
Nhu cầu về các bộ phận dập chính xác cho các phương tiện năng lượng mới
xe năng lượng mới, vỏ pin, trọng lượng nhẹ, dập chính xác, chuỗi cung ứng ô tô, hệ thống ổ điện, quản lý nhiệt
Ngành công nghiệp ô tô toàn cầu đang trải qua một sự thay đổi hệ thống điện chưa từng có trong một thế kỷ. Tỷ lệ thâm nhập của các phương tiện năng lượng mới (NEV) đã tăng từ dưới 5% vào năm 2020 lên hơn 35% vào năm 2025 và thậm chí vượt quá 50% ở thị trường châu Âu và Trung Quốc. Sự thay đổi cấu trúc này có tác động sâu sắc và đa chiều đến ngành công nghiệp dập kim loại, không chỉ định hình lại bản đồ danh mục của các bộ phận dập, mà còn đưa ra các yêu cầu nhảy vọt về vật liệu, độ chính xác và độ tin cậy của quy trình. Bài viết này phân tích cách các phương tiện năng lượng mới trở thành động cơ nhu cầu của các bộ phận dập chính xác từ bốn mô-đun chính của hệ thống pin, hệ thống truyền động điện, trọng lượng nhẹ thân xe và hệ thống quản
Vỏ gói pin: "lục địa mới" được đóng dấu
Bộ pin năng lượng là bộ phận lắp ráp gia tăng cốt lõi và có giá trị nhất của các phương tiện năng lượng mới, thị trường dập vỏ của nó đã tăng từ gần như không lên mức 10 tỷ đô la Mỹ. Vỏ pin được chia thành ba phần chính: vỏ lõi, khung mô-đun và vỏ dưới gói đầy đủ. Vỏ lõi điện thường áp dụng quy trình kéo dài sâu chính xác, sử dụng dây thép mạ niken hoặc dây hợp kim nhôm có độ dày từ 0,3mm đến 0,8mm, có tiêu chuẩn cực kỳ nghiêm ngặt về độ đồng đều của độ dày tường, độ kín không khí và độ sạch bề mặt. Lấy vỏ lõi điện hình trụ lớn 4680 làm ví dụ, tỷ lệ đường kính sâu của nó vượt quá 1: 2,5, kéo dài nhiều trạm truyền thống rất dễ bị gãy đáy hoặc nếp nhăn tường, đường cong tốc độ linh hoạt của máy ép servo và kiểm soát lực cạnh ép phân vùng phải được giới thiệu để kiểm soát tỷ lệ lỗi dưới 50ppm.
Vỏ dưới của bộ pin như một bộ phận bảo vệ cấu trúc, ban đầu được hàn bởi hàng chục bộ phận dập, bây giờ đang phát triển thành dập lớn tích hợp. Vỏ dưới một mảnh hợp kim nhôm sử dụng tấm 6000 hoặc 7000 series, được hình thành thông qua khuôn liên tục nhiều trạm hoặc dây dập nối tiếp, độ sâu dập có thể đạt hơn 200mm, đưa ra yêu cầu cực kỳ cao đối với thiết kế kênh nước làm mát và quản lý cân bằng nhiệt của khuôn. Đồng thời, để đáp ứng mức độ niêm phong IP67 / IP69K của bộ pin, độ phẳng và độ chính xác lỗ của mặt bích vỏ phải đạt trong vòng 0,1mm, điều này thúc đẩy sự kết hợp sâu giữa máy đục lỗ servo trọng tải lớn và hệ thống đo laser trực tuyến. Các nhà sản xuất pin lớn trên thế giới đang xây dựng chuỗi cung ứng dập của riêng họ hoặc tự xây dựng năng lực dập nội bộ để đảm bảo an toàn và chất lượng cung cấp vỏ.
Hệ thống truyền động điện: Thách thức về độ chính xác cao và tốc độ cao
Hệ thống dẫn động điện thay thế động cơ và hộp số của xe chạy bằng nhiên liệu, mang lại một loạt các yêu cầu dập như lõi stator và rôto động cơ, bánh răng giảm tốc, vỏ biến tần và thanh đồng kết nối. Trong số đó, lõi stator và rôto động cơ được làm bằng tấm thép silicon không định hướng dày 0,25mm đến 0,35mm, độ chính xác dập ảnh hưởng trực tiếp đến hiệu quả của động cơ. Việc dập tấm thép silicon thuộc loại dập vi mô tốc độ cao, thời gian dập thường là 400 đến 800 lần mỗi phút, khoảng cách cạnh khuôn phải được kiểm soát trong vòng 3% đến 5% độ dày vật liệu và chiều cao gờ không được vượt quá 0,02mm. Khi tốc độ động cơ lái tiến lên trên 20000rpm, hệ số cán mỏng và yêu cầu đồng trục của lõi sắt ngày càng nghiêm ngặt, thúc đẩy nâng cấp lặp lại công nghệ xếp chồng khuôn chính xác và đinh tán trực tuyến.
Vỏ biến tần thường sử dụng đúc khuôn hợp kim nhôm, nhưng quá trình dập được sử dụng rộng rãi cho thanh cái bên trong, vỏ chắn và tấm làm mát. Việc dập thanh cái đồng đòi hỏi độ hoàn thiện bề mặt cực cao và góc cạnh để ngăn chặn xả điện áp cao. Một số thanh đồng của các mẫu xe hiệu suất cao thậm chí còn sử dụng đồng không có oxy để dập mịn, độ chính xác độ dày yêu cầu ±0.01mm, đặt ra thách thức đáng kể đối với việc kiểm soát nhất quán của quá trình dập.
Trọng lượng nhẹ của thân xe: Cuộc thi dập cho tấm nhôm và thép hình nóng
Sự lo lắng của các phương tiện năng lượng mới về phạm vi hoạt động, dẫn đến trọng lượng nhẹ của thân xe vào mức độ sâu hơn. Tỷ lệ ứng dụng của tấm nhôm trong các bộ phận bao gồm bốn cửa hai nắp, chắn bùn và các bộ phận khác nhanh chóng tăng từ dưới 10% của xe chạy bằng nhiên liệu lên 30% -50%. Khó khăn của việc dập hợp kim nhôm nằm ở giá trị n và giá trị r thấp hơn, cửa sổ hình thành hẹp và khả năng phục hồi đáng kể. Hiện tại, tấm nhôm chủ yếu sử dụng máy đục lỗ servo kết hợp với đệm khí đa hành động, tránh nứt và nhăn thông qua kiểm soát áp suất thay đổi trong quá trình kéo dài. Công nghệ tạo hình nóng - dập tắt (HFQ) của tấm nhôm cũng được sản xuất hàng loạt trong một số mẫu xe cao cấp, độ bền của bộ phận có thể đạt trên 250MPa và khả năng phục hồi được kiểm soát trong vòng
Trong lĩnh vực các bộ phận cấu trúc an toàn thân xe, thép boron tạo nhiệt (PHS) tiếp tục mở rộng vị trí. Do pin được sắp xếp dưới sàn, khả năng chịu đựng sự xâm nhập của va chạm bên là cực kỳ thấp, điều này buộc cột B, dầm ngưỡng và dầm chống va chạm bên gói pin phải sử dụng một lượng lớn thép tạo nhiệt loại 1500MPa hoặc thậm chí 2000MPa. Dây chuyền sản xuất dập nóng của các bộ phận như vậy được tự động hóa cao, bao gồm lò sưởi, robot vận chuyển nhanh, máy ép thủy lực servo và hệ thống dập tắt trong khuôn, đầu tư cho một dây chuyền sản xuất là hơn 100 triệu nhân dân tệ. Từ năm 2024 đến năm 2025, Trung Quốc đã bổ sung thêm hơn 60 dây chuyền sản xuất dập nóng, trong đó hơn một nửa phục vụ các mẫu năng lượng mới.
Hệ thống quản lý nhiệt dập: Anh hùng đằng sau kiểm soát nhiệt độ chính xác
Hệ thống quản lý nhiệt của xe năng lượng mới phức tạp hơn nhiều so với xe chạy bằng nhiên liệu, liên quan đến nhiều mạch như làm mát pin, làm mát động cơ, bơm nhiệt khoang hành khách và tản nhiệt điện tử công suất. Hệ thống này tạo ra một số lượng lớn các tấm làm mát, tấm kênh dòng chảy và buồng nước được hình thành bằng cách dập. Các bộ phận như vậy thường được dập bằng thép không gỉ hoặc tấm hợp kim nhôm và sau đó được hàn với một bộ phận dập khác, hàn laser hoặc hàn khuấy ma sát để tạo thành một kênh dòng chảy kín. Quá trình dập cần phải được kiểm soát chặt chẽ các vết cháy và biến dạng để đảm bảo độ phẳng của bề mặt hàn và tính nhất quán của mặt cắt ngang kênh dòng chảy. Khi công suất sạc nhanh của pin tiến tới 800V hoặc thậm chí cao hơn, mật độ tản nhiệt của tấm làm mát lỏng tăng mạnh và độ chính xác hình học của kênh dòng chảy được phát triển từ dưới milimet đến micron, thúc đẩy quá trình dập theo hướng khắc +
Tái cấu trúc chuỗi cung ứng
Nhu cầu về các bộ phận dập chính xác cho các phương tiện năng lượng mới đang định hình lại kim tự tháp của nhà cung cấp. Người khổng lồ dập nổi Tier 1 truyền thống đẩy nhanh quá trình chuyển đổi dòng sản phẩm điện, trong khi một số doanh nghiệp mới chuyên về dập nổi nhanh chóng. Để đảm bảo yếu tố cốt lõi của an toàn pin, các nhà máy sản xuất xe ngày càng chọn liên kết sâu với các nhà cung cấp dập, thậm chí áp dụng chế độ "nhà máy trong nhà máy", yêu cầu dây chuyền dập được xây dựng trực tiếp bên trong nhà máy sản xuất pin. Xu hướng tích hợp theo chiều dọc này đã đưa ra các tiêu chuẩn hoàn toàn mới về tốc độ phản hồi giao hàng và hệ thống quản lý chất lượng của các doanh nghiệp dập, cũng đã tạo ra một vòng đầu tư vốn và cạnh tranh công nghệ

