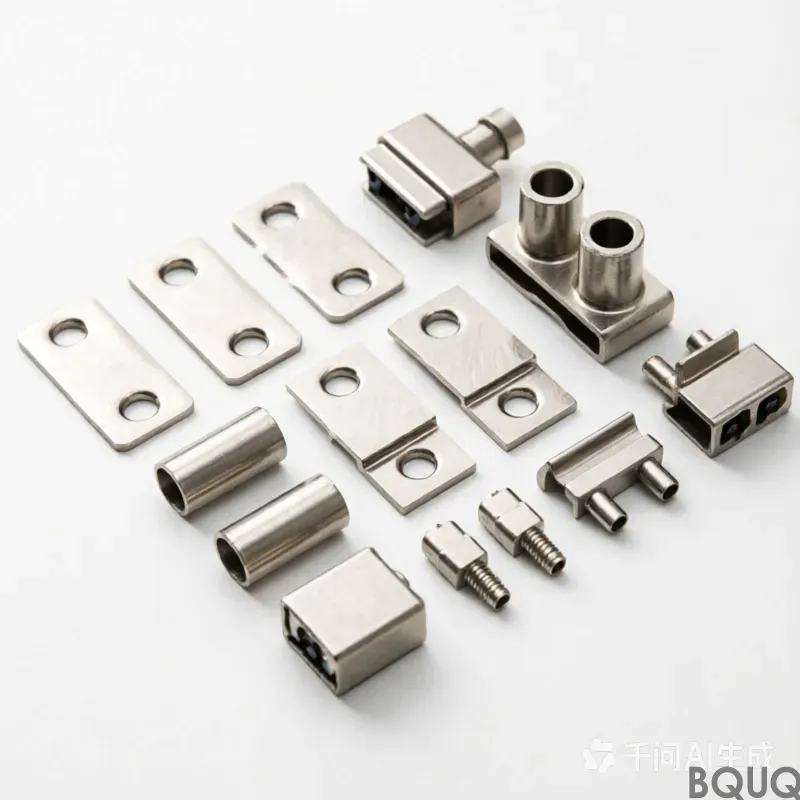

Quy trình cốt lõi của dập kim loại

I. Quá trình cắt / cắt (tách)
Mục tiêu là để tách một phần của tấm kim loại từ một phần khác dọc theo một đường viền cụ thể.
Làm trống
Cắt một phôi hoàn chỉnh từ dải kim loại tấm. Phần đục lỗ là phần hữu ích.
Đấm / đục lỗ
Tạo lỗ trên phôi. Vật liệu đục lỗ là phế liệu (được gọi là "sên").
Cắt tỉa
Cắt bỏ tia chớp thừa hoặc không đều từ một bộ phận đã hình thành (ví dụ: các cạnh của cốc đã vẽ).
Khía
Loại bỏ các phần nhỏ từ cạnh của một khoảng trống hoặc dải.
Gặm nhấm
Cắt một đường viền bằng cách sử dụng một loạt các cú đấm nhanh, chồng chéo, thường để tạo mẫu hoặc tạo hình phức tạp.
Làm trống mịn
Một quy trình chính xác chuyên biệt sử dụng máy ép ba tác động và đầu vào vòng chữ V để tạo ra một cạnh sạch, được cắt hoàn toàn chỉ trong một hành trình.
II. Quá trình hình thành (Biến dạng)
Mục đích là biến dạng dẻo vật liệu thành hình dạng mong muốn mà không bị hỏng.
Uốn cong
Biến dạng kim loại dọc theo trục thẳng để tạo hình chữ V, kênh chữ U hoặc các góc khác.
Vẽ sâu
Biến một khoảng trống phẳng thành một phần rỗng, hình cốc (như bồn rửa nhà bếp hoặc vỏ kim loại) bằng cách sử dụng một cú đấm và chết.
Mặt bích
Uốn cong cạnh của một bộ phận, thường là xung quanh một lỗ hoặc ở ngoại vi, để tạo ra một vành nâng lên. Bao gồm mặt bích lỗ và mặt bích cạnh.
Kéo dài / kéo dài hình thành
Tấm kim loại được kẹp ở các cạnh của nó và kéo dài trên một hình thức, gây mỏng và kéo dài.
Viền
Gấp mép của một bộ phận lên chính nó (thường theo hai giai đoạn: uốn cong sắc nét sau đó là làm phẳng). Được sử dụng để gia cố cạnh và an toàn.
uốn tóc
Tạo thành một cạnh tròn, cuộn ở đầu mở của một bộ phận (ví dụ: bản lề cửa hoặc trống).
Dập nổi
Tạo các thiết kế, chữ cái hoặc xương sườn nhô lên hoặc lõm lên trên bề mặt bằng cách kéo căng vật liệu thành một khuôn hình.
Coining
Một quy trình khuôn kín, áp suất cao nén kim loại để tái tạo các đặc điểm tốt từ khuôn lên chi tiết, đạt được kích thước chính xác và chi tiết bề mặt.
Ủi
Làm mỏng thành của một bộ phận được vẽ (như lon nước giải khát) bằng cách đẩy nó qua khuôn có khe hở nhỏ hơn độ dày thành ban đầu.
Phồng ra
Mở rộng các bức tường của một phần rỗng, thường sử dụng áp suất chất lỏng hoặc một cú đấm cao su.
III. Kết hợp & Quy trình nâng cao
Dập khuôn tiến bộ
Phương pháp khối lượng lớn phổ biến nhất. Một cuộn dây kim loại được đưa qua một loạt các trạm trong một khuôn duy nhất, mỗi trạm thực hiện một thao tác cắt hoặc tạo hình khác nhau, tạo ra một bộ phận hoàn chỉnh với mỗi lần nhấn.
Hợp chất Die Stamping
Nhiều thao tác (ví dụ: tẩy trắng và đục lỗ) được thực hiện trong một trạm duy nhất trong một lần nhấn, dẫn đến độ chính xác cao.
Chuyển Die Stamping
Một khoảng trống cắt sẵn được chuyển cơ học giữa nhiều khuôn độc lập để tạo ra một bộ phận phức tạp. Lý tưởng cho các thành phần lớn hơn.
Dập bốn đường trượt
Sử dụng bốn slide di chuyển theo chiều ngang và nhiều bộ công cụ để thực hiện uốn và tạo hình phức tạp trên dây hoặc dải kim loại theo trình tự tự động hóa cao.
Các yếu tố và điều khiển quy trình chính
Dập thành công dựa trên sự kiểm soát chính xác của:
Công cụ & Chết: Trung tâm của quá trình. Thiết kế, độ chính xác và vật liệu là rất quan trọng.
Nhấn: Trọng tải, tốc độ, độ chính xác và loại (cơ khí, thủy lực, servo).
Chất liệu: Tính chất kim loại (cường độ năng suất, độ giãn dài, giá trị n, giá trị r), thước đo và bề mặt hoàn thiện.
Bôi trơn: Giảm ma sát, giảm lực, ngăn ngừa galling và cải thiện tuổi thọ của dụng cụ.
Thông số quy trình: Khoảng trống, tốc độ nhấn, lực giữ trống, cài đặt hạt vẽ.