
Đổi mới và ứng dụng của công nghệ dập servo: Chuyển đổi từ đường cong chuyển động sang tự do công nghệ
Trong lịch sử phát triển của dập kim loại hơn một trăm năm, có lẽ không có đổi mới công nghệ thiết bị nào có thể thay đổi cơ bản triết lý thiết kế của quá trình hình thành như máy dập servo. Máy ép cơ khí truyền thống lấy bánh đà và cơ chế thanh kết nối tay quay làm cốt lõi, đường cong thời gian di chuyển của thanh trượt đã được xác định khi rời khỏi nhà máy, kỹ sư quy trình chỉ có thể điều chỉnh khuôn, vật liệu và bôi trơn xung quanh đường cong cố định này, giống như "nhảy múa trong cùm". Sự ra đời của máy dập servo đã phá vỡ xiềng xích này, nó trực tiếp điều khiển thanh trượt bằng động cơ servo, mang lại cho quá trình dập một mức độ tự do chưa từng có. Bài viết này sẽ phân tích sâu về cách công nghệ dập servo dẫn đầu sự thay đổi ngành từ bốn chiều của nguyên tắc kỹ thuật, lợi thế quy trình, kịch bản ứng dụng và
Nguyên tắc kỹ thuật: Từ chuyển động cố định đến điều khiển lập trình
Nguồn năng lượng của máy ép cơ khí truyền thống là một bánh đà khối lượng lớn quay ở tốc độ không đổi, động năng của bánh đà được giải phóng ngay lập tức thông qua ly hợp và được chuyển đổi thành chuyển động qua lại của thanh trượt thông qua cơ chế thanh kết nối tay quay. Bởi vì tốc độ bánh đà về cơ bản là không đổi, đường cong tốc độ của thanh trượt có dạng sóng gần như hình sin, tốc độ tối đa của nó xuất hiện gần điểm giữa của hành trình và hầu như không liên quan gì đến sự phân bố khả năng chống biến dạng của vật liệu. Độ cứng động học này dẫn đến nhiều vấn đề: tốc độ tác động quá nhanh gây ra quá tải khuôn, vật liệu không ổn định và nhăn; tốc độ hình thành không đủ dẫn đến nứt kéo sâu hoặc hiệu quả sản xuất thấp.
Máy đục lỗ servo thay thế động cơ không đồng bộ ba pha truyền thống và hệ thống bánh đà bằng động cơ servo AC, dẫn động thanh trượt thông qua cơ chế truyền động trực tiếp hoặc giảm tốc. Hệ thống điều khiển động cơ có thể điều chỉnh chính xác tốc độ và mô-men xoắn trong vòng mili giây, cho phép thanh trượt chạy ở bất kỳ vị trí nào ở bất kỳ tốc độ nào, thậm chí có thể thực hiện tạm dừng giữa chừng, chuyển động ngược và dập lặp lại nhiều lần. Độ chính xác điều khiển vị trí vòng kín đầy đủ dựa trên bộ mã hóa thường đạt trong vòng ±0.01mm, độ chính xác lặp lại điểm chết dưới thậm chí có thể tốt hơn so với máy ép cơ học. Một tính năng chính khác của động cơ servo là nó có thể phản hồi động năng vào lưới điện khi
Lợi thế quy trình cốt lõi: Thay đổi chất lượng bốn chiều
Giá trị của công nghệ dập servo không chỉ thay thế bánh đà và ly hợp, mà còn thay đổi cơ bản không gian có thể thiết kế của quá trình hình thành.
Thứ nhất, đường cong chuyển động có thể lập trình được. Các kỹ sư có thể thiết kế độc lập phân phối tốc độ của thanh trượt trong bốn giai đoạn tiếp xúc, tạo hình, giữ áp suất và quay trở lại theo đặc tính vật liệu, độ phức tạp hình học và yêu cầu tuổi thọ khuôn. Ví dụ, sử dụng tốc độ thấp trong giai đoạn tiếp xúc ban đầu để tránh va chạm và nhăn, tăng tốc để tăng hiệu quả sau khi bước vào giai đoạn kéo sâu đồng đều, giảm tốc độ gần điểm chết dưới cùng và áp dụng giữ áp suất để giảm khả năng phục hồi. Điều khiển tốc độ phân đoạn này làm tăng tỷ lệ kéo sâu giới hạn của kéo sâu từ 10% đến 18% và tỷ lệ đủ điều kiện của các tính năng hình học phức tạp được hình thành một lần tăng từ 75% lên hơn 95%
Thứ hai, thời gian giữ áp suất linh hoạt và có thể kiểm soát được. Thời gian giữ áp suất của máy ép cơ học truyền thống ở điểm chết dưới gần như bằng 0, trong khi máy đục lỗ servo có thể đặt thời gian giữ áp suất tùy ý từ 0,1 đến vài giây ở điểm chết dưới. Chức năng này rất quan trọng đối với việc hình thành tấm hợp kim nhôm, bởi vì độ nảy của tấm nhôm lớn hơn nhiều so với tấm thép, bằng cách kéo dài thời gian giữ áp suất có thể làm cho ứng suất vật liệu được thư giãn hoàn toàn và giảm lượng phục hồi 40% -60%. Trong dập đầu cuối đầu nối chính xác, giữ áp suất ngắn cũng có thể loại bỏ sự phục hồi đàn hồi của bề mặt dập, làm cho độ nhất quán kích thước đầu cuối đạt đến mức micron.
Thứ ba, đa hành động được phối hợp và tích hợp. Máy đục lỗ servo có thể được lập trình để thực hiện các chu kỳ liên tục của các độ dài hành trình khác nhau, để một thiết bị đồng thời thực hiện hai nhiệm vụ hoàn toàn khác nhau là vẽ sâu và xả chính xác, không cần phải thay thế thiết bị hoặc điều chỉnh quy mô lớn. Kết hợp với điều này, máy đục lỗ servo có thể được đồng bộ hóa chính xác với đệm khí điều khiển servo hoặc miếng đệm vẽ sâu thủy lực trong khuôn, thực hiện kiểm soát áp suất thay đổi phân vùng, chia sẻ thời gian. Khả năng linh hoạt "một máy đa năng" này cho phép nhà máy dập tích hợp các quy trình ban đầu phân tán trên ba thiết bị khác nhau vào một dây chuyền sản xuất, nâng tỷ lệ sử dụng thiết
Thứ tư, tuổi thọ của khuôn được kéo dài đáng kể. Bởi vì tốc độ tiếp xúc giữa thanh trượt và vật liệu có thể giảm theo nhu cầu, tải trọng tác động của cạnh khuôn và bề mặt hình thành giảm đáng kể. Một thử nghiệm so sánh của một tổ chức nghiên cứu Nhật Bản cho thấy trong điều kiện cùng một vật liệu và xung, máy đục lỗ servo làm cho tuổi thọ mài của khuôn tiến bộ chính xác kéo dài từ 2,3 đến 3 lần, mang lại lợi ích kinh tế cực kỳ đáng kể cho các khuôn cao cấp có chi phí bảo trì hàng năm là hàng trăm nghìn nhân dân tệ.
Kịch bản ứng dụng: Từ phòng thí nghiệm đến dây chuyền sản xuất chính
Công nghệ dập servo ban đầu tập trung vào các bộ phận điện tử và ô tô có giá trị cao và độ chính xác cao, nhưng với chi phí của hệ thống servo trong nước giảm, ranh giới ứng dụng của nó đang mở rộng nhanh chóng.
Trong lĩnh vực phụ tùng ô tô, dập cao độ thay đổi của đường ray dẫn đường ghế là ứng dụng biểu tượng của máy ép servo. Dập truyền thống sử dụng cho ăn cao độ bằng nhau, tỷ lệ sử dụng vật liệu dưới 65%; máy ép servo thông qua lập trình điều chỉnh cao độ cho ăn và thời gian dập, trộn và sắp xếp các bộ phận có độ dài khác nhau trên cùng một vật liệu, tỷ lệ sử dụng vật liệu có thể được tăng lên hơn 82%. Các bộ phận tạo nhiệt cột B sử dụng chức năng giữ áp suất của máy ép servo để hoàn thành chu trình dập tắt hoàn chỉnh trong khuôn, độ bền kéo của các bộ phận ổn định trên 1500MPa, không cần xử lý nhiệt tiếp theo.
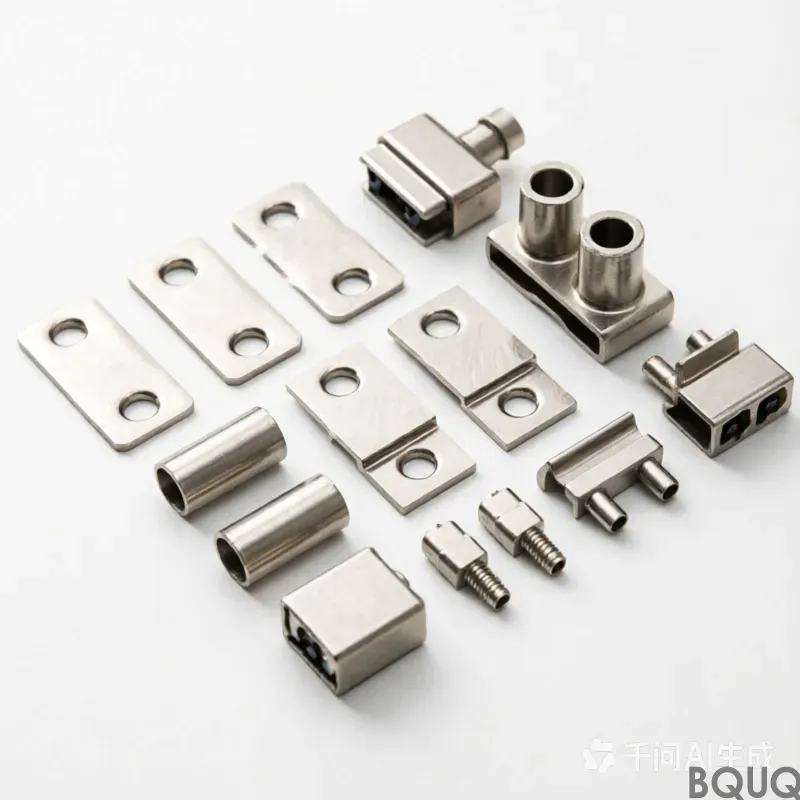
Trong ngành công nghiệp điện tử, việc dập bộ lọc trạm gốc 5G, đầu nối mặt sau tốc độ cao và rơ le nhỏ có yêu cầu cực kỳ về độ chính xác và tính nhất quán. Mức độ rung của máy đục lỗ servo chỉ bằng 40% -60% so với máy đục lỗ truyền thống, điều này đặc biệt quan trọng trong việc đục lỗ vi mô tần số cao, độ rung quá mức sẽ tăng tốc độ thay đổi khoảng cách khuôn, dẫn đến trục trặc siêu kém. Sau khi một đầu nối trong nước chuyển đổi hoàn toàn máy đục lỗ servo, giá trị CPK của sản phẩm tăng từ 1,0 lên trên 1,67 và tỷ lệ khiếu nại của khách hàng cao cấp giảm 72%.
Trong lĩnh vực y tế và hàng không vũ trụ, các đặc tính tốc độ thấp và mô-men xoắn cao của máy đục lỗ servo cho phép nó xử lý các vật liệu khó xử lý như hợp kim titan, hợp kim bộ nhớ và hợp kim bạch kim và iridium. Những vật liệu này cực kỳ hẹp ở nhiệt độ bình thường và dễ bị nứt ở tốc độ dập thông thường. Máy đục lỗ servo có thể được đẩy với tốc độ vi mô 0,1mm / s trong giai đoạn tạo hình, kết hợp với khuôn làm nóng, để vật liệu hoàn thành hình thành trong cửa sổ tốc độ nhiệt độ tối ưu.
Xâm nhập thị trường và xu hướng tương lai
Quy mô thị trường máy ép servo toàn cầu vào năm 2024 là khoảng 5,2 tỷ đô la Mỹ và dự kiến sẽ mở rộng với tốc độ tăng trưởng kép hàng năm hơn 8% vào năm 2030. Các công ty Nhật Bản (như Komatsu, Aida) và các công ty Đức (như Schuler) vẫn chiếm ưu thế trong lĩnh vực cao cấp, nhưng thị phần của các thương hiệu Trung Quốc (như Wade, Yangli) đang tăng nhanh, đặc biệt là trong phân khúc máy ép cỡ trung bình từ 160 đến 400 tấn, giá máy ép servo nội địa đã giảm xuống còn 55% -65% sản phẩm nhập khẩu.
Xu hướng tương lai chỉ ra các hướng sau: Thứ nhất, sự tích hợp sâu sắc của máy đục lỗ servo và tối ưu hóa quy trình AI, thiết bị sẽ tự động điều chỉnh đường cong chuyển động dựa trên dữ liệu kiểm tra trực tuyến, thực hiện "quy trình vòng kín" thực sự; Thứ hai là hệ thống ép đa vị trí lớn phối hợp đa servo, mỗi vị trí có thể được lập trình độc lập, tính linh hoạt của toàn bộ dòng đạt đến mức chưa từng có; Thứ ba là kiến trúc hỗn hợp của công nghệ servo và công nghệ thủy lực, tức là máy ép thủy lực điều khiển bơm servo, tính đến lợi thế trọng tải lớn của điều khiển chính xác và thủy lực của servo. Dập servo không phải là xu hướng công nghệ nhất thời, mà là kênh chính của thiết bị dập điện khí hóa và thông minh, sẽ xác định mô hình sản xuất dập trong
Máy ép servo, dập linh hoạt, máy dập tiết kiệm năng lượng, tối ưu hóa đường cong chuyển động, tuổi thọ khuôn, lập trình thanh trượt, thích ứng quy trình.
BQUQ là nhà sản xuất dập kim loại chuyên nghiệp, xin vui lòng gửi bản vẽ cho chúng tôi, công ty chúng tôi sẽ báo giá cho bạn trong vòng 12 giờ.